














擺線針輪減速機安裝裝配十大步驟和拆分詳解及安裝注意事項和安裝拆解圖
 發布時間 : 2014-12-21
發布時間 : 2014-12-21

擺線針輪減速機安裝裝配和拆解步驟概述
1. 擺線針輪減速機安裝裝配:

減速機裝配形式按照電機連接方式區別分為可分體和不開分體的直連型兩種,這兩種擺線針輪減速機安裝裝配形式裝配的時候有一點是一樣的,就是安裝的時候都是從電動機這端開始裝配,不同的是分解拆分擺線針輪減速機的時候帶法蘭可分體的減速機是從電動機這端開始拆解下電動機后再拆解減速機,常州市亭星減速機有限公司技術顧問和技術指導歡迎隨時聯繫0519-81898555 手機:18961182785,本公司將熱情為你服務!亭星公司生產的亭星牌擺線針輪減速機安裝裝配形式分為臥式和立式兩種結構安裝形式,在臥式和立式安裝形式里又都有電機接口是帶法蘭連接電機和不帶法蘭連接電機的電機直連型(減速機和電機連體)的,帶法蘭的普通電機直連型的就是直接把電機通過法蘭連接減速機,電機和減速機部分是可以隨意分開,拆分電動機的時候相對要省事一點,連體和分體的減速機在減速機安裝裝配的時候均是先從電動機那頭開始一步一步安裝,電動機放 下電機軸向上把電機一定要放平擺放的穩當了才開始安裝,否則電機搖晃不穩不僅容易出現安裝事故更容易使裝配出來的擺線針輪減速機不符合或者得不到安裝技術標準和質量要求。

2.擺線針輪減速機拆分拆解:
擺線針輪減速機拆分拆解過程基本上正好與安裝裝配過程相反,帶法蘭的可分體的安裝好的擺線針輪減速機拆分拆解進行修理時,先把電動機的連接法蘭螺絲取下來取下電機,連接電機法蘭的這端向下平放穩當好后要先拆減速機中部針齒殼的螺絲然後一步一步朝電機那頭拆解進行減速機分體, 纔是拆解電機法蘭內部的元部件;而連體的直連型的減速機不能從電動機這頭開始拆解,電動機是連體的,減速機內部結構與電動機的輸入軸構成了一個整體,電動機這時候是拆不下來的,先把減速機中部擺線針輪減速機解體后往下一步步的分解減速機,從輸出軸那端開始,去掉油封,端蓋把機座卸下,依次拿出擺片,偏心軸承,針殼,需要把減速機整個拆散 才可以拆下連接在減速機上面的電機,
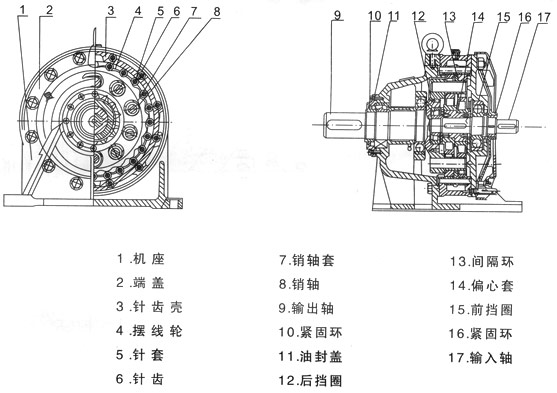
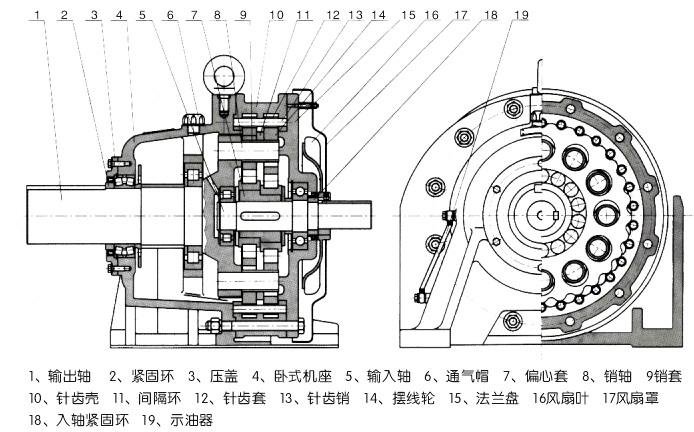
下圖為減速機安裝和拆解的結構圖:

擺線針輪減速機安裝十大步驟、方法順序及安裝注意事項:
擺線針輪減速機安裝組裝前準備工作:
組裝擺線針輪減速機前要備好減速機所有需要組裝的減速機配件和必備的裝配使用工具,
組裝前需要準備好的減速機備件有:擺線輪、針齒殼 、機座殼體、法蘭(接頭)、輸出軸、輸入軸、端蓋、間隔環、銷套(軸套)、偏心套、緊固環、針銷、針套、系列軸承、紙墊、卡簧、油窗鏡、大小螺絲、平板刷等
必備工具包括:螺絲大小扳手,鎯頭、手套、潤滑脂等
步驟1
在裝配擺線針輪減速機是要先確認要安裝的一付擺線輪是不是符合一對的(一付2片),擺線輪的都是以對(即一付)為單位的.每一對的每只擺線針輪不能夠換用,而且擺線輪的兩片輪在生產過程中是不分開的.一對的概念是兩片擺線輪能完全重合(即有鋼印字的一面同時向上重疊放置時),包擴軸承孔,八孔、十孔、十二孔(軸銷孔)和外齒型同時完全重合.正面看就像是一片.如果能完全重合,証明是一對,不能重合.說明不是一對,不能用.而且.任何一付擺線輪都是有正反面的.擺線輪上都有標記,安裝時有標記的一面必須朝上。每對擺線輪的標記也不同.每個廠家打字號標記的位置不同.國內廠家標記位置一般是重合位置標記,(標誌位置重合),不過也有安裝位置標記.無論標記在什麼地方,那只是幫助檢驗是不是一對輪的輔助手段.詳細咨詢技術問題請致電常州市亭星減速機有限公司技術顧問,電話:0519-81898555手機:18961182785,我們將熱情為你服務!


步驟9
把減速機輸出軸上面的兩個軸承敲上去
安裝注意事項:這個軸承比較緊,如果敲上去是松的,那這個輸出軸的生產質量肯定不符合技術標準和要求,為了防止安裝用力過猛貨用力不均勻產生軸承被敲坏的後果,一般我們廠家都是先把這兩個軸承進行電加熱后再按裝到輸出軸上面。

步驟10
把安裝好的軸承的輸出軸直接敲進事先備好的減速機機座殼體內,安裝注意:一定要用力均勻 不能用力過猛,慢慢地把輸出軸敲進機座內,敲進去到一定位置敲不動為止。亭星減速機技術支持電話:18961182785
安裝注意事項:輸出軸在機座殼體內的位置一定要敲到位,敲到底,否則沒有把輸出軸安裝到位減速機運轉后會產生異響聲、摩擦聲等不正常現象,會使減速機不能正常工作,甚至嚴重的會使擺線針輪減速機卡死等事故!

把裝配的擺線針輪減速機用手盤動減速機的輸入軸,如果輸入軸能夠平穩輕鬆帶動擺線針輪減速機的輸出軸轉動,那麼擺線針輪減速機安裝裝配工作大功告成了!一台完整的新擺線針輪減速機安裝成功了!
上一頁:擺線針輪減速機扭矩計算公式
下一頁:擺線針輪減速機溫度高及其解決方法